PFA彈簧管分一體連續波紋擠出、直管纏模熱定型、螺旋開槽熱塑定型、內襯金屬彈簧復合包覆四大主流成型路線,從坯管到螺旋彈性成品分步成型,各工藝適配不同管徑、潔凈等級與耐壓需求。
一、PFA直管坯精密擠出(所有彈簧管前置基礎工序)
工藝流程:原料烘干(80~120℃/2~4h除水汽)→螺桿分段熔融330~370℃→環形模頭擠出→內壓/真空定徑→分段水冷定型→定長裁切。
工藝優點
管壁均勻度高:閉環激光測厚調控,壁厚公差可達±0.02~±0.05mm,內壁光潔Ra<0.4μm,滿足半導體高純流體無析出要求;
連續量產:單條產線百米無接縫坯管,生產效率遠高于模壓坯料,原料利用率95%以上;
內應力可控:梯度降溫減少結晶不均,后續彈簧定型不易回彈變形;
潔凈度優:熔融一體成型無粘接縫,無雜質析出,適配醫藥、高純化工管路。
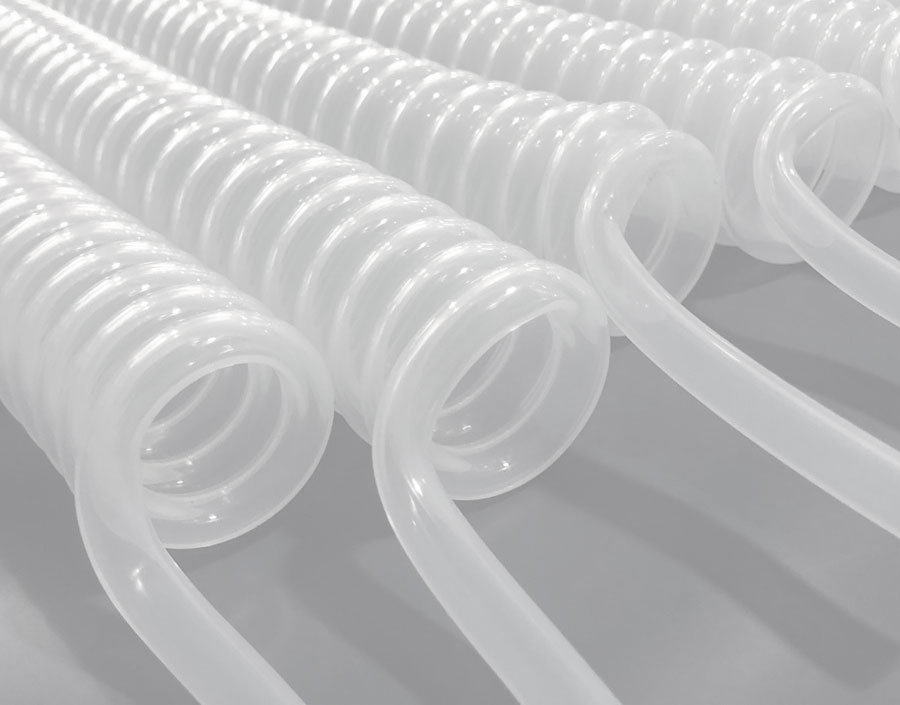
二、在線連續波紋擠出成型(一體波紋彈簧管主流工藝)
工藝流程:擠出熔融管坯→同步鏈式波紋模開合+管內穩壓撐型→模腔冷卻定型→牽引收卷,一步成型螺旋波紋彈簧管。
工藝優點
一體化無拼接:單工序直接出成品,無二次粘接、二次熱處理,耐壓、抗疲優,彎折壽命>10萬次;
參數靈活可調:伺服模組快速切換波距、波深,同設備做多規格彈簧管,改款不用換大件模具;
長尺量產:可連續生產上百米整管,少接頭、少泄漏點,適配設備長距離軟連接;
分子連續性好:全程熔融成型,無裁切破壞基材,耐化學品滲透性能更強。
三、直管繞芯熱定型工藝(螺旋整圈彈簧軟管)
工藝流程:擠出平直PFA管→緊密纏繞金屬絲桿芯軸→烘箱250~330℃恒溫保壓(壁厚每1mm保溫15~40min)→控速緩冷脫模,依靠PFA高溫塑變定型螺旋彈簧形態。
工藝優點
螺旋弧度規整:剛性芯模限位,螺距、內外徑尺寸一致性高,伸縮回彈均勻;
小批量低成本:模具絲桿加工簡單,換規格僅更換芯軸,適合非標、小口徑定制(Φ3~Φ25);
管壁完整無切口:整管一體螺旋成型,管壁密閉不漏液,用于強腐蝕高純介質輸送;
退火同步去應力:高溫保溫過程擠出殘余應力,成品長期使用不易蠕變變形。
四、管材螺旋開槽再熱定型(開口伸縮式PFA彈簧管)
工藝流程:直管裁切→數控螺旋銑切連續螺旋槽(保留管壁基底)→套芯軸高溫熱處理定型→水冷定形得到開口伸縮彈簧管。
工藝優點
伸縮率:開槽結構伸縮比可達1:3~1:5,安裝補償位移能力強,適配熱脹冷縮量大的管線;
輕量化:開槽,管路自重低,便于狹小設備艙布線;
柔性:任意角度彎折無死折,適配機器人管線、儀器儀表穿線護套;
定制開槽深度:按需調整開槽深淺,靈活平衡伸縮性能與承壓強度。
五、金屬彈簧骨架外包PFA復合成型(高壓耐負壓彈簧軟管)
工藝流程:不銹鋼彈簧芯架定距排布→PFA熔融擠出包覆內層→二次PFA外覆擠出/熱縮包覆,形成金屬骨架+雙層PFA復合彈簧管。
工藝優點
耐壓性能:鋼絲骨架承壓,爆破壓力為工作壓力4~6倍,可耐負壓抽吸、高壓化工流體輸送;
抗形變抗塌陷:負壓工況管壁不會吸癟,解決純PFA彈簧管負壓變形短板;
內外全氟防腐:介質只接觸PFA內壁,金屬骨架不碰腐蝕介質,兼顧金屬強度與氟塑耐蝕性;
外層PFA防護鋼絲,摩擦工況不易斷絲破損,多用于化工卸料、高壓藥液輸送。
工藝選型小結
高純半導體管路:一體連續波紋擠出
非標小批量精密軟管:繞芯熱定型
儀器柔性伸縮護套:螺旋開槽定型
高壓/負壓化工輸送:金屬骨架復合包覆